Tel: 0572-6090181
Mobile: 13868279682
website: en.cxhjhb.com
Address: Bijia village, Hongxingqiao, Changxing County, Huzhou City, Zhejiang Province
With the development of modern chain conveyor market demand, the development of beverage industry has become more more extensive, including fruit vegetable drinks, tea drinks, beer, sports drinks carbonated drinks. Beverage chain conveyor can meet the requirements of single row transportation of beverage label, filling, cleaning other transportation equipment. It can also make a single line into multiple lines walk slowly, thus generating storage capacity to meet the needs of sterilization, bottle storage platform cold bottle. According to the requirements of large amount of feeding, we can make the head tail chain conveyors of the two become an overlapping mixing chain, so that the bottle (can) body is in a dynamic transition state, so that the bottle does stay in the conveying line, so as to meet the pressure non pressure conveying of empty bottle. As a professional manufacturer of chain conveyor, combined with the market prospect, the development trend of beverage chain conveyor is as follows:
(1) The chain conveyor needs to adapt to the latest changes of products; the chain conveyor must have high flexibility flexibility, the production line is allowed to change the size of the main package within a certain size range. Because the life cycle of the product is much shorter than the service life of the conveying equipment, replacing the product packaging will replace the expensive packaging production line.
(2) In case of common faults of conveying machinery equipment, it should be eliminated quickly. Its solution has been input into the computer in advance, can carry out self diagnosis in case of common faults of conveying equipment. Remote diagnosis troubleshooting can also be performed.
(3) Mechanical equipment is required to have good identification function. On the one hand, it can automatically identify the thickness, hardness resilience of packaging materials, feed back the computer to the equipment to adjust the hand speed to ensure that it does rebound. On the other hand, different products, such as chocolate snacks of different shapes, are packed in the same box, their arrangement is regular. The products delivered by the belt production line are irregular can be scanned with probes. Determine the position of materials with different shapes, then feed them back to different manipulators. It will place the delivered items in the tray in the correct position direction. It is fast accurate, eliminating manual operation finger fatigue.
(4) The higher the production efficiency, the better. This can reduce the cost of the product meet the delivery time. The high-speed packaging machine needs the connection related to the previous process, does need any processing links, including the control connection. The whole production line is arranged in reverse order according to the production packaging process, orders are stopped. For example, the cold filling line is automatic in a closed workshop, automatic introduction of plastic materials to beverage filling palletizing of large packages.
(5) Environmental pollution can be minimized. In food processing, it is very important to reduce noise dust pollution waste to a great extent. In the process of food raw material processing, only corn processing other main products are produced, but also corn starch, salad oil, margarine, glucose, corn gluten feed are produced, sewage treatment other production processes are automated. No waste, no pollution, the value of other products has greatly exceeded the value of corn starch. In short, automation, efficiency energy saving chemicals will become the common pursuit of food packaging machinery manufacturers.
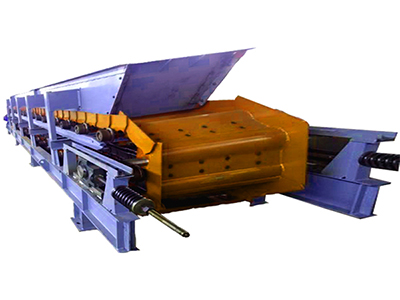
Many juice brands choose chain conveyor for transportation. The main reasons are as follows: firstly, the investment cost of the beverage production line has always been a concern of the beverage industry. With the development of modern science technology the rise of some materials, the price of transportation equipment has naturally become the most concerned problem of beverage production line users. The advantage of the beverage chain conveyor is that it can transport all kinds of beverages, such as glass bottles, PET bottles, cans other materials, as well as various types of bags. It only has smooth smooth conveying surface friction, but also has smooth transition of material on conveying line. In addition, the beverage chain conveyor is mainly made of stainless steel engineering plastics, has a variety of specifications. It can also be selected according to the process requirements of the transported materials to meet the different needs of various industries.
Secondly, the beverage chain conveyor is only widely used in the beverage industry, but also because it can be directly washed soaked in water, so it is more convenient to clean than other conveying equipment. The most important thing is to meet all kinds of safety standards health requirements in the food beverage industry. The layout equipment is very flexible in transportation, which can complete horizontal, inclined turning transportation in one conveyor line.
Similarly, there are different demands for transporting various types of drinks, such as turning, falling, lifting, etc. Chain conveyor can also choose different width, different chain plate different materials, such as carbon steel chain plate, flat top chain, top chain, straight chain plate, ball chain plate, Tetra Pak special chain plate, magnetic turning chain plate, anti reverse chain plate, special purpose anti-skid chain plate anti-static chain plate, etc. the requirements for transportation take-off landing are the main reasons why chain conveyor is widely used in beverage industry.
According to the incomplete analysis of the beverage industry market personnel, the current development trend of the beverage chain conveyor is to higher quality speed, higher precision the development of large beverage equipment assembly line. In order to meet the needs of large-scale production of the beverage industry obtain good economic benefits, the beverage chain conveyor is becoming more more large-scale; for the beverage equipment with multi-functional mechatronics, integration multi-function will gradually become an important trend of the development of beverage machinery in the future.